 英语
英语 中文简体
中文简体 西班牙语
西班牙语 越南语
越南语 葡萄牙语
葡萄牙语 土耳其语
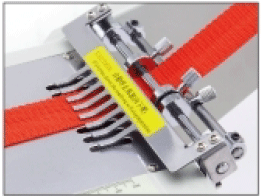
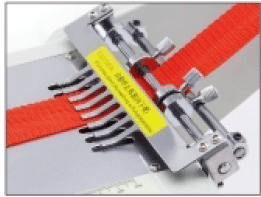
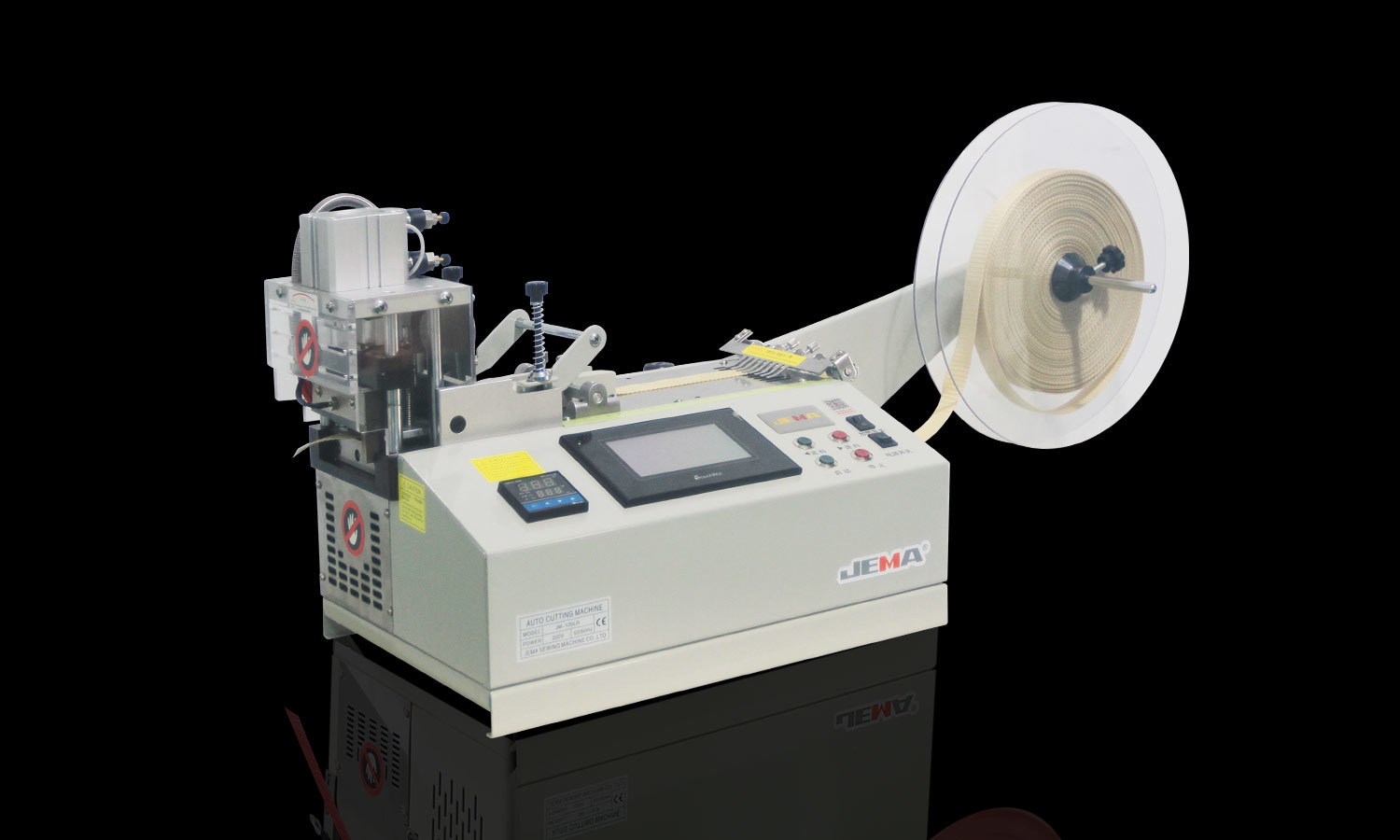
土耳其语Computerized tape cutting machine (bevel/right angle) JM-120HX
The JM-120HX Computerized Tape Cutting Machine (Bevel / Right Angle) is a good fit when straight cu...
Fabric and tape cutting looks simple from the outside, yet material behavior changes a lot during real operation. A strip moves forward, meets the cutting zone, then separates into two parts. Small variation during that moment often decides how stable the final edge will be.
Flexible materials do not behave like rigid ones. They stretch, relax, and shift under tension. Once cutting force is uneven, edges may deform slightly, even before reaching sewing or assembly stages. In many production lines, that small difference becomes noticeable later when parts are combined.
Automatic Ultrasonic Cutting Machine is often used in such situations because vibration-based cutting reduces direct pulling force. Instead of dragging through material, separation happens through controlled motion at the cutting point. That shift changes how fabric and tape respond during processing.
Tape and fabric often move through repeated handling steps. Cutting quality influences more than appearance. It affects alignment, stitching stability, and how layers sit together after assembly.
In daily industrial use, a wide range of flexible materials pass through ultrasonic cutting systems. Each material type reacts differently under vibration-based separation.
Common materials include:
Elastic fabric tends to stretch before separation when force is uneven. Woven tape reacts more through fiber-by-fiber release. Coated surfaces may behave differently depending on how layers are bonded together.
When materials combine different fiber types, cutting behavior becomes less predictable. Some layers separate smoothly, while others resist slightly. That is where controlled vibration helps stabilize the process.

Understanding the working behavior helps explain why this method is used in fabric and tape processing. The system does not rely on strong mechanical pressure. Instead, it uses vibration energy to complete separation.
What Is The Basic Working Principle?
Electrical energy is converted into high-frequency vibration. That vibration moves through a cutting head and reaches the material surface. Contact between tool and material becomes rapid and light, rather than slow and forceful.
Instead of pushing through fibers, the cutting head creates repeated micro-movements at the same point. Separation happens through these small vibrations rather than continuous pressure.
How Does Ultrasonic Vibration Affect Material Cutting?
Vibration concentrates energy at the cutting zone. Surrounding areas stay relatively stable. That localized effect reduces stress spreading across material surface.
Fibers separate step by step. Not by tearing, more like controlled release. Because contact time is short, material does not experience long dragging force.
Key behavior patterns:
Mechanical cutting depends on direct force and continuous contact. Blade movement drags through material, which may stretch or shift fibers before separation.
Ultrasonic cutting behaves differently. Force is not continuous. Motion is rapid and controlled at a small scale. That reduces distortion near cutting edges.
Comparison view:
| Cutting Method | Material Response | Edge Behavior | Stress Level |
|---|---|---|---|
| Mechanical Cutting | Pulling and stretching | Possible fray | Higher |
| Ultrasonic Cutting | Vibration separation | Cleaner edge | Lower |
| Heat Cutting | Surface melting | Sealed edge | Moderate |
Behind every machine setup, design decisions shape how stable cutting becomes during long operation. Ultrasonic Cutting Machine Manufacturer choices affect vibration stability, material compatibility, and structural balance.
Cutting head design influences how vibration spreads across contact surface. If energy distribution stays balanced, cutting line remains more stable across repeated cycles.
Material adaptability also matters. Different fabrics and tapes require different vibration responses. Adjustable systems handle that variation more smoothly.
Maintenance structure is another factor. When components are easier to access, small adjustments can be made without interrupting production for long periods.
Main design focus areas:
Fabric processing often involves preparing strips or components before sewing or assembly. Cutting becomes an early step that influences everything later in the workflow.
Fabric Cutting In Textile Workflows
Fabric strips may be cut for binding, reinforcement, or structural layering. During this stage, edge stability matters because it affects how fabric behaves during stitching.
Ultrasonic cutting helps reduce fiber shifting. Instead of pulling threads apart, vibration separates them in a controlled way. That leads to more stable edges when fabric is handled later.
Common applications:
Edge Control In Textile Applications
Fraying is a common issue in woven fabric cutting. Loose fibers at the edge may interfere with sewing or bonding.
Ultrasonic vibration reduces that effect by limiting mechanical dragging. Fibers separate more cleanly, which helps maintain edge structure during later processing.
Tape processing often involves continuous production flow. Materials move through feeding systems, cutting zones, and output stages without long pauses.
Tape Cutting In Industrial Use
Elastic tape, coated strips, and reinforcement bands often pass through ultrasonic systems. Cutting happens in continuous motion, matching production speed.
Because tape is flexible, even small tension changes can affect edge shape. Vibration-based cutting reduces that sensitivity.
Tape often becomes part of functional assembly. Once applied, it may be stretched, bent, or bonded. Edge condition influences how well it performs during those movements.
Stable edges help maintain shape during:
Even with controlled systems, production conditions vary. Material movement, feeding tension, and alignment can all shift slightly during operation.
Common challenges include:
These issues do not usually appear suddenly. They develop slowly during repeated operation cycles.
In long production work, cutting rarely stays exactly the same from start to finish. Material shifts a little, tension changes slightly, and feeding speed can drift over time. None of these feel dramatic on their own, though together they start to influence edge behavior.
Ultrasonic cutting keeps things steadier by avoiding continuous mechanical force. Instead of pushing a blade through material, vibration handles separation at a small contact point. That change reduces dragging, which often causes uneven edges in flexible materials.
Feeding also plays a quiet role here. When material moves in a steady line into the cutting zone, vibration contact stays more predictable. Even when material type stays the same, unstable feeding can still affect edge appearance.
Another small advantage comes from reduced pulling. Traditional cutting often stretches material slightly before separation. Ultrasonic cutting limits that stretch, so shape stays closer to its original form.
In daily use, stability shows up in simple ways:
Nothing feels extreme. It is more about reducing small shifts that slowly add up.
Feeding looks simple, almost passive, yet it often decides how clean the cut becomes. If material does not move in a steady way, cutting cannot stay stable for long.
Too much tension pulls fabric tight before it reaches the cutting point. That stretch changes how fibers behave at separation. Too little tension allows side movement, which can shift the cutting line slightly off center.
A steady feeding path keeps material in place. It sounds basic, though it matters more than expected in flexible materials.
Key points that influence results:
Elastic tape and soft fabric react quickly to small feeding changes. That is why feeding adjustment is often checked together with cutting behavior, not separately.
Different materials do not behave in the same way when vibration is applied. Structure, coating, and elasticity all change how separation happens.
Elastic fabric tends to compress slightly before releasing. Woven tape separates fiber by fiber, which gives a gradual look at the edge. Coated materials depend on how tightly surface layers are bonded, so edge behavior may feel different depending on structure.
Layered materials bring another layer of variation. One layer may separate smoothly, while another holds just a little longer. That is normal in composite design.
Typical responses:
Understanding material behavior helps avoid forcing one fixed setting for everything.
Long-term behavior of cutting equipment depends a lot on design choices made during development. Ultrasonic Cutting Machine Manufacturer decisions influence vibration stability, structure balance, and how well different materials can be handled.
Vibration transmission is one of the key points. If vibration stays steady, cutting behavior also stays steady across long operation periods. Small vibration changes can slowly affect edge smoothness.
Adaptability matters as well. Some systems are designed to handle a wider range of fabric and tape types with simple adjustments, while others require more setup changes between materials.
Maintenance design also has a role. When parts are easier to access, cleaning and adjustment can be done without long downtime, which helps keep output more consistent.
Main factors include:
Modern production lines usually do not work in isolation. Material moves from one stage to another in a continuous flow. Cutting sits in the middle, connecting feeding and later processing steps.
Ultrasonic cutting fits into that flow because separation is clean and controlled. Material does not get heavily deformed during cutting, so it can move forward without extra correction.
Timing becomes important. Feeding speed, cutting rhythm, and downstream operations need to stay aligned. When cutting is stable, later steps tend to require fewer adjustments.
In practical use, integration often looks like:
One system can handle several material variations with small changes in setup, which helps reduce switching effort.
Manual cutting always carries small differences. Pressure, timing, and hand movement can change slightly during work. Over time, those differences show up in output variation.
Automation reduces that variation by keeping movement controlled and repeatable. Once settings are fixed, cutting follows the same pattern across cycles without needing constant adjustment.
Feeding becomes more stable too. Material moves through guided paths instead of being pulled by hand. That reduces sudden tension changes that often affect edge quality.
With automation in place, changes usually appear like this:
It is not about making the process faster. It is more about keeping results steady when work continues for a long time.
Traditional cutting relies on direct mechanical force. That force pushes through material, which can create stretching or slight distortion before separation.
Ultrasonic cutting changes that behavior. Vibration handles separation at a focused point, so material does not experience the same dragging force.
Over time, this shifts how the whole workflow behaves. Cutting becomes less about force and more about controlled motion and stable feeding.
Main changes in processing flow:
In fabric and tape production, that kind of stability helps downstream processes behave more predictably, especially when materials are flexible or mixed in structure.
 JM-120HX")
The JM-120HX Computerized Tape Cutting Machine (Bevel / Right Angle) is a good fit when straight cu...

Features The JM-60/70 miniature cutting machine is suitable for cutting curves, small arc...
 JM-130R")
Features High speed: 120 pieces can be cut per minute. (Take 50mm length as an example) Hig...

Features The fully automatic computerized belt feeder is a new type of multifunctional belt fe...
25 Years specializing in the production of various cutting machines.
©2021 Taizhou JEMA Sewing Machine Co., Ltd. Custom Elastic Tape Cutting Machine Manufacturers
