 英语
英语 中文简体
中文简体 西班牙语
西班牙语 越南语
越南语 葡萄牙语
葡萄牙语 土耳其语
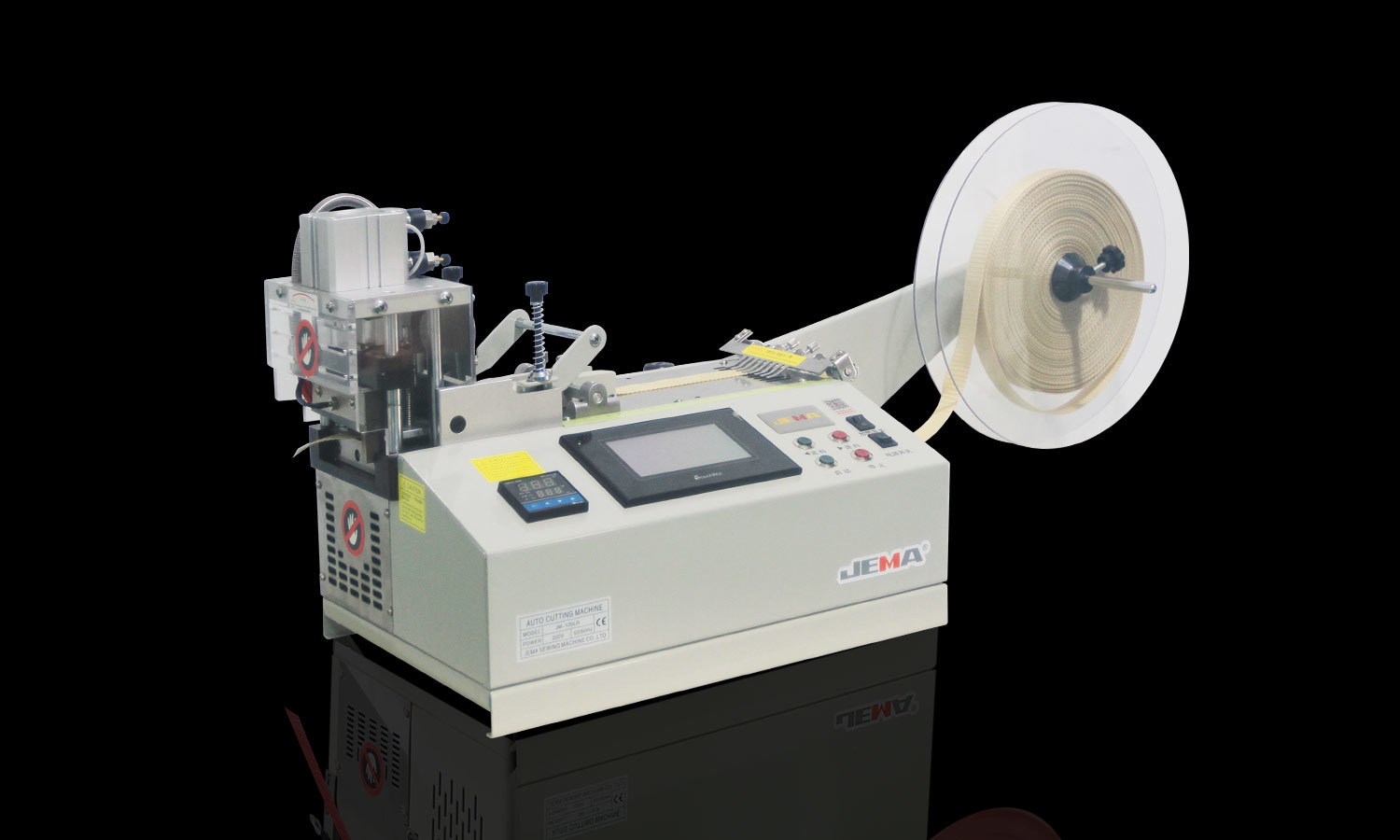
土耳其语Computer tape cutting machine (cold knife) JM-110L
Fully automatic cutting, simple operation, wide application range and high cutting quality. ...
Elastic materials rarely stay in exactly the same shape from the moment they are placed on the worktable until the cut is finished. Unlike rigid sheets that remain almost unchanged during processing, stretchable materials react to every small pulling force, contact point, and feeding movement. A slight change in tension may be enough to alter the cutting path, even though the machine itself continues running normally.
Many production operators notice the same situation during daily work. A sample may look flat before processing, yet once feeding begins, one section stretches a little more than another. The material does not always return to its original shape immediately, which means the cutting line can move slightly away from the intended position. Such movement becomes easier to observe on long cutting paths or curved profiles.
Material recovery also deserves attention. Some elastic fabrics return to their original size almost immediately after being released, while others recover more slowly. During cutting, that difference influences how the edge looks after the finished piece is removed from the table. A clean cutting path during processing does not always guarantee the same appearance once the material relaxes.
Surface friction creates another practical challenge. Some elastic materials slide easily across the working platform, while others grip the surface more firmly. Both situations require different handling methods. Material that slides too freely may drift away from its original position. Material with higher friction may resist feeding and create uneven tension across the cutting area.
Because of these characteristics, stable handling becomes just as important as cutting itself. The machine, the feeding system, and the material all interact continuously instead of working as separate parts.
An Automatic Ultrasonic Cutting Machine approaches elastic material differently from conventional mechanical cutting. Rather than relying mainly on continuous mechanical force, ultrasonic vibration helps separate the material with less pulling along the cutting direction. That difference becomes valuable whenever the material is easy to stretch.
During normal cutting, mechanical pressure often pulls fibers before they separate. Elastic materials respond by extending slightly, especially around narrow curves or detailed corners. Ultrasonic vibration reduces that pulling action, allowing the cutting process to stay closer to the original material shape.
The effect becomes easier to understand during daily production. Imagine a soft elastic sheet moving through the cutting area. A strong dragging force can cause the edge to shift before separation finishes. With ultrasonic assistance, the cutting action remains concentrated near the contact point, reducing unnecessary movement across the surrounding area.
Edge appearance also benefits from stable material behavior. When deformation stays under better control, finished profiles tend to remain closer to the original drawing. Small openings, rounded corners, and continuous curves usually maintain a more uniform appearance because the surrounding material experiences less disturbance while cutting takes place.
Another practical advantage appears during continuous production. Material that stays closer to its natural shape requires fewer adjustments between cutting cycles, allowing operators to spend more time monitoring quality instead of correcting material position.
Good cutting quality often begins before the machine starts operating. Looking carefully at the material itself helps prevent many common problems that appear later during production.
Elastic materials are not always perfectly uniform across the entire sheet. Small variations may influence how vibration travels through the material and how easily the cutting path remains consistent. Areas with slightly different thickness sometimes respond differently even under identical cutting settings.
Surface texture also changes cutting behavior. Smooth materials move more easily across the worktable, while textured surfaces create additional friction. Neither condition is automatically better. Each simply requires feeding conditions that match the material.
Elastic recovery deserves equal attention. Some materials immediately return to their previous shape after being stretched. Others continue changing for a short period before stabilizing. That recovery behavior affects finished dimensions after cutting has been completed.
Material density influences cutting response as well. Denser structures usually offer more resistance during separation, while lighter structures react more quickly to vibration. Understanding that difference helps determine whether feeding speed and cutting movement remain suitable for the material being processed.
| Material Characteristic | Possible Influence During Cutting | Practical Attention |
|---|---|---|
| Thickness variation | Uneven cutting response | Check consistency before feeding |
| Smooth surface | Easier material movement | Maintain stable positioning |
| Textured surface | Higher friction | Observe feeding stability |
| Elastic recovery | Shape changes after cutting | Allow material to relax before inspection |
Many cutting problems begin long before the blade reaches the material. Feeding stability quietly determines whether the material arrives at the cutting area in the same condition as when it entered the machine.
An Automatic Ultrasonic Cutting Machine can only follow the path presented to it. When the material shifts slightly during feeding, the cutting system simply follows that new position. As a result, edge quality may appear inconsistent even though machine movement remains accurate.
Uneven tension is one common reason for material movement. One side may experience slightly more pulling force than the other, causing gradual distortion across longer cutting paths. Curved profiles often reveal this effect more clearly than straight lines.
Alignment before cutting deserves equal attention. Material entering the work area at a slight angle may continue drifting throughout the entire process. Small corrections at the beginning usually have a greater effect than repeated adjustments after production has already started.
Several habits help improve feeding consistency.
Stable feeding allows the cutting system to work with material that remains predictable from beginning to end.
Cutting parameters work together rather than independently. Changing only one setting often influences several other parts of the cutting process, especially when elastic materials are involved.
Cutting speed affects how long vibration remains in contact with one location. Moving too quickly may not give enough time for clean separation, while moving too slowly can increase unnecessary contact between the tool and the material. A balanced speed usually follows the natural response of the material instead of forcing it.
Pressure also deserves careful adjustment. More pressure does not automatically produce cleaner edges. Excessive force may compress elastic material before separation occurs, allowing slight deformation to appear around the cutting path. Lower pressure combined with stable ultrasonic vibration often produces a smoother cutting process.
Complex cutting paths require another level of attention. Sharp direction changes, small openings, and narrow curves naturally place more demand on both material stability and machine movement. Smooth transitions between cutting directions usually help maintain edge consistency throughout the entire profile.
Rather than searching for one fixed setting, operators often obtain more stable results by observing how the material reacts during actual production and making gradual adjustments according to its behavior.
Machine performance depends on far more than the cutting tool. During everyday production, the frame, motion system, guiding components, and overall structural layout all influence how steadily an Automatic Ultrasonic Cutting Machine works with elastic materials. Even when cutting settings remain unchanged, differences in machine construction can change how the material behaves while passing through the cutting area.
Frame stability is one example that often receives little attention until vibration appears during production. A rigid structure helps the cutting head move along the intended path without unnecessary movement. Elastic material reacts quickly to even slight changes, so stable machine motion allows the cutting line to remain closer to the planned profile.
Material guiding also deserves careful consideration. Stretchable materials naturally change shape when uneven force is applied. A guiding system that supports the material across the feeding path reduces unnecessary side movement before cutting begins. Instead of correcting position after deformation appears, the guiding process helps reduce the chance of deformation from the beginning.
The movement system contributes in a similar way. Smooth travel between cutting positions allows the machine to keep a steady rhythm during long production runs. Sudden acceleration or unnecessary pauses may cause soft material to shift slightly, especially when narrow sections or curved outlines are being processed.
An Ultrasonic Cutting Machine Manufacturer usually considers the relationship between structural stability and material movement rather than focusing only on cutting speed. Stable motion, consistent material support, and balanced vibration work together throughout the entire cutting cycle.
Daily maintenance is often associated with preventing machine failure, yet its influence reaches much further. A clean and well-maintained Automatic Ultrasonic Cutting Machine usually provides more consistent cutting because every moving part continues working under similar conditions from one production cycle to the next.
Material residue gradually collects around the cutting area. Small fibers, dust, or tiny fragments rarely create obvious problems immediately, although they slowly affect how material contacts the working surface. Cleaning those areas before buildup becomes noticeable helps maintain stable material movement.
Moving components also deserve routine observation. Guides, sliding sections, and supporting mechanisms should continue moving smoothly without unnecessary resistance. When movement becomes uneven, the cutting path may remain correct while the material itself begins reacting differently during feeding.
Another point involves the vibration transmission area. Stable vibration depends on clean contact between connected parts. Dirt or accumulated residue may reduce consistency over time, making cutting quality gradually change instead of changing suddenly.
Daily inspection often includes simple observations rather than complicated procedures.
Small habits repeated regularly often contribute more to long-term cutting consistency than occasional large adjustments.
Many production issues develop from everyday operating habits rather than from the machine itself. Operators who work with elastic materials often notice that careful preparation reduces the need for repeated corrections later.
Material should remain relaxed before entering the cutting area whenever possible. A roll that has been pulled too tightly during storage may continue releasing tension while feeding, allowing slight movement before cutting begins.
Feeding speed also deserves attention. Large changes made during operation can alter material tension across the cutting path. Maintaining a steady feeding rhythm allows the material to move through the machine with fewer sudden changes.
Observation remains equally valuable. Instead of focusing only on the finished edge, many experienced operators watch how the material behaves while approaching the cutting zone. Small sideways movement, slight lifting, or uneven tension often appears before any visible cutting problem develops.
Another practical habit involves gradual adjustment. When material characteristics change, small setting changes usually provide clearer results than large corrections. The reaction of elastic material often becomes easier to evaluate when only one condition changes at a time.
A short production run and a full working shift rarely produce identical operating conditions. During continuous operation, both the machine and the material gradually settle into a different working state.
Mechanical movement becomes more uniform after repeated cycles. At the same time, surrounding temperature slowly changes, and material stored near the machine adjusts to the production environment. None of those changes happen suddenly, yet together they influence cutting consistency.
Elastic material may also behave differently after remaining in the production area for some time. Temperature and surrounding humidity can slightly affect flexibility, allowing the same material to respond differently compared with the beginning of the shift.
Because of that gradual change, operators often check cutting quality throughout production instead of relying only on the initial sample. A profile that looks accurate early in the day should continue showing similar characteristics after many repeated cutting cycles.
The relationship between machine condition and material behavior remains continuous rather than fixed. Regular observation helps identify gradual variation before it becomes noticeable on finished products.
Selecting an Automatic Ultrasonic Cutting Machine involves looking beyond basic cutting capability. Elastic materials respond differently from rigid products, so attention often shifts toward stability throughout the entire production process.
Material characteristics should remain one of the starting points. Thickness, flexibility, surface texture, and recovery behavior all influence how the machine will interact with the material. Matching equipment to actual production material usually provides a steadier workflow than relying on general specifications alone.
Production style also deserves consideration. Some workshops process many material types in small batches, while others repeat the same cutting pattern for long periods. Equipment that fits the daily production routine often requires fewer adjustments during normal operation.
Routine maintenance is another practical consideration. Cleaning access, inspection convenience, and ease of adjustment influence long-term operation just as much as cutting performance itself. A machine that can be maintained without interrupting normal workflow often remains more consistent over extended use.
An Ultrasonic Cutting Machine Manufacturer may provide different structural approaches, yet the final choice is usually guided by how closely the machine matches actual material characteristics, feeding conditions, maintenance habits, and production requirements. When those elements work together, elastic material cutting becomes more stable from one production cycle to the next.
 JM-110L")
Fully automatic cutting, simple operation, wide application range and high cutting quality. ...
 JM-120L")
Fully automatic cutting, simple operation, wide application range and high cutting quality. ...
.png?imageView2/2/w/500/h/500/format/jp2/q/100 "Multifunctional computer tape cutting machine (cold, hot) JM-150LR")
Fully automatic cutting, simple operation, wide application range, high cutting quality, smooth c...
 JM-1-1")
Features This machine is one of the indispensable special equipments in garment production. It...
25 Years specializing in the production of various cutting machines.
©2021 Taizhou JEMA Sewing Machine Co., Ltd. Custom Elastic Tape Cutting Machine Manufacturers
