 英语
英语 中文简体
中文简体 西班牙语
西班牙语 越南语
越南语 葡萄牙语
葡萄牙语 土耳其语
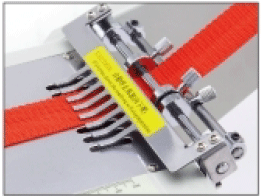
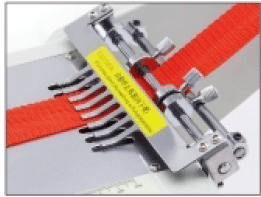
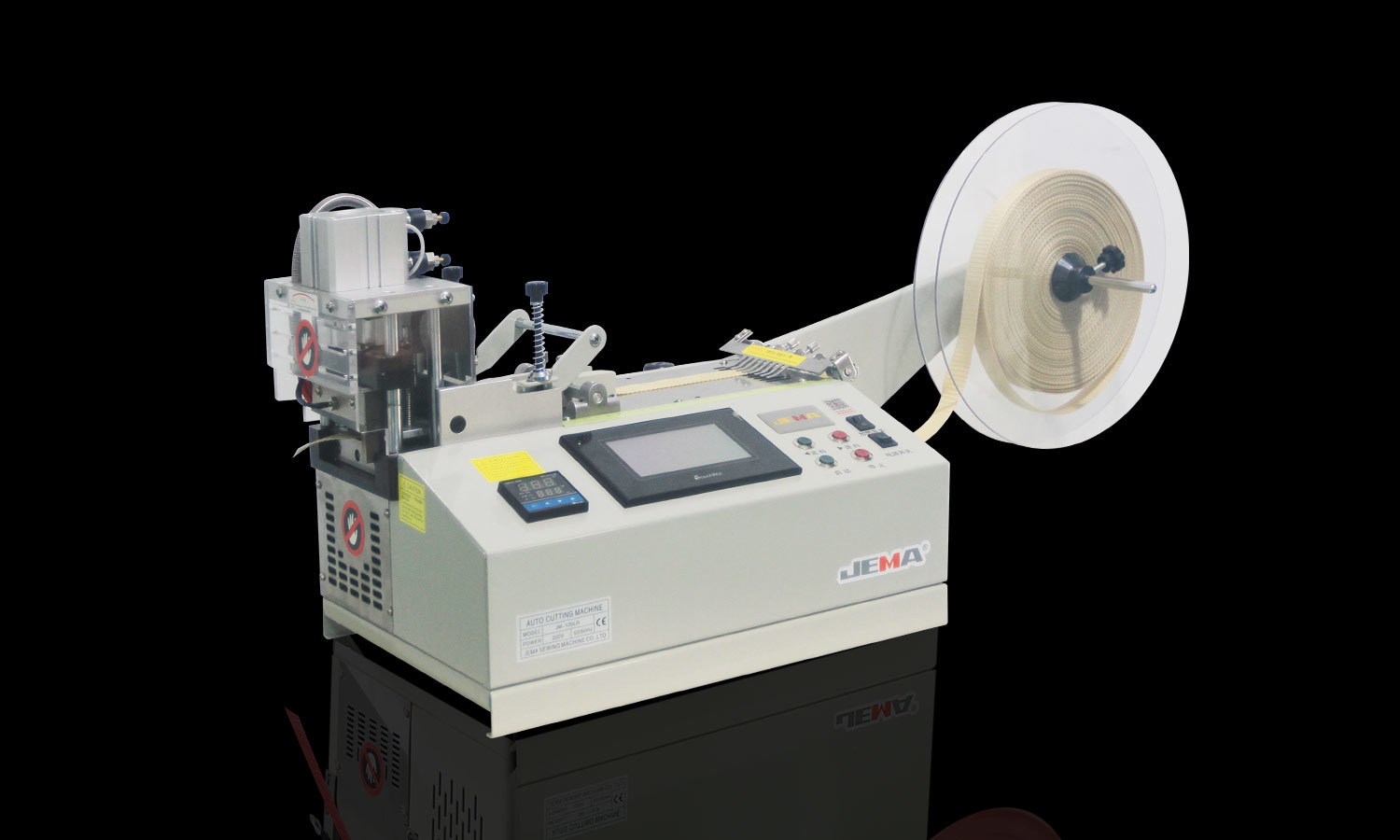
土耳其语Computer tape cutting machine (cold, hot) JM-120LR
Fully automatic cutting, simple operation, wide application range, high cutting quality, cold ...
Daily production workflows carry subtle long-term impacts tied to cutting equipment configuration. Each machine type shapes labor allocation, floor layout and batch turnaround in distinct ways, with hidden cost differences emerging after months of continuous operation.
Multi Purpose Cutting Machine units reduce the need for separate dedicated stations spread across workshop space. Operators can complete dissimilar cutting jobs at a single workstation without relocating raw stock or finished semi-products between separate machine zones. Floor layout planning becomes less constrained, with extra open space available for raw material storage or packaging staging areas.
High Precision Laser Cutter equipment occupies fixed workstation zones built around consistent cutting tolerances. Auxiliary fixtures, dust extraction frames and calibration gauges stay mounted alongside the unit full-time, limiting easy relocation to other production zones. Layout adjustments for this equipment demand longer downtime for fixture disassembly and re-calibration after moving.
Workstation staffing arrangements shift based on equipment functional range. Lines running Cutting Machine units allow single operator oversight over multiple batch varieties within one shift window. Staff only adjust internal working parameters when switching product styles, without full machine teardown or fixture replacement steps.
Workshops deploying High Precision Laser Cutter units assign dedicated operators to each precision workstation. Continuous tight-tolerance cutting requires periodic cross-checks on edge dimension uniformity, with routine calibration checks inserted into each production batch cycle. Operators focus on maintaining consistent cutting paths rather than frequent material or style switches.
Training requirements carry separate characteristics for each equipment category. Multi Purpose Cutting Machine operation training covers parameter adjustment logic for diverse material thickness and texture, expanding the range of tasks one staff member can manage. Laser cutter training centers on stable energy output control and fine pattern alignment, narrowing focus to consistent detailed cutting output.
Long-term staffing balance shows visible differences in mixed-order production environments:
Consumable part replacement cycles diverge between the two equipment structures. Cutting Machine cutting heads sustain wear from contact with varied raw materials, with wear rates shifting based on daily material switching frequency. Replacement intervals shift slightly when production batches swap between soft composite and rigid solid stock.
High Precision Laser Cutter consumable components hold steady replacement cycles under fixed material processing conditions. Laser lenses and shielding parts face uniform wear patterns when production lines run consistent raw material types, allowing predictable budget planning for spare component restocking.
Energy consumption patterns follow separate trajectories during operation. Multi-purpose units draw fluctuating power loads as internal working parameters adjust for material thickness shifts, creating uneven daily energy usage totals across shift windows. Laser cutter power output maintains stable levels throughout identical batch runs, delivering consistent energy expenditure metrics over extended production cycles.
Indirect operational costs also create gaps between the two equipment categories:
Workshops receiving scattered small-batch orders observe distinct turnaround rhythms with multi-functional cutting equipment. Production teams can interleave unrelated cutting jobs in sequential order, eliminating gaps created by full machine reconfiguration between separate dedicated cutting stations. Raw material staging can group multiple stock varieties near one workstation to cut transport lag between batches.
Production lines centered on High Precision Laser Cutter units structure batch schedules around grouped identical product runs. Operators consolidate matching design orders into extended continuous cutting cycles to reduce repeated fixture alignment and calibration steps. Mixed design batches introduce extended pause periods between each unique product run for full path re-calibration.
Mid-sized production facilities balancing both small custom batches and large uniform runs often split cutting workflow into two segments. Cutting Machine units absorb variable low-tolerance cutting orders, while laser cutter stations process consolidated batches requiring tight dimension control. This segmented workflow smooths overall order completion timelines without full reliance on a single equipment type.
| Batch Demand Profile | Multi Purpose Cutting Machine Workflow Performance | High Precision Laser Cutter Workflow Performance |
|---|---|---|
| Scattered mixed material small batches | Seamless sequential processing with parameter tweaks only | Extended downtime between each unique design batch |
| Consistent uniform large batches | Stable output with minor periodic parameter checks | Uninterrupted continuous cutting with minimal intervention |
| Combined custom and standard order mixing | Flexible interleaving of all order varieties | Requires order grouping to limit frequent re-calibration |
| Low daily order volume with frequent design swaps | No need for extra auxiliary cutting stations | Lower equipment utilization rate amid constant alignment adjustments |
Waste volume from cutting operations ties to equipment functional range and fixed cutting path constraints. Cutting Machine units adapt cutting path layouts to match irregular raw stock dimensions, adjusting working boundaries to maximize usable material extraction from each sheet or roll. Scrap section sizing shifts dynamically to fit each unique material blank shape.
High Precision Laser Cutter cutting paths lock into pre-programmed coordinate templates for consistent finished part dimensions. Raw material blank layout follows fixed grid patterns built around target product outlines, generating uniform scrap strip widths across all matching batches. Irregular leftover stock shapes see limited repurposing without full template rewrite work.
Material waste secondary processing also carries separate workflows for each equipment output. Irregular scrap segments from multi-purpose cutting can feed secondary small component cutting tasks on the same unit. Uniform narrow scrap strips from laser cutter stations require separate recycling sorting steps, with limited compatibility for secondary precision cutting jobs.
Key waste-related operational traits separate the two machine types:
Routine maintenance task lists expand for Cutting Machine units due to integrated multi-function internal components. Service schedules include inspection of adjustable clamping frames, variable speed drive modules and interchangeable cutting head mounts, with checkpoints added after extended stretches of mixed material processing.
Laser cutter maintenance schedules follow fixed interval frameworks centered on optical component upkeep. Service teams complete lens cleaning, energy output calibration and cooling circuit inspection on set hour markers, independent of minor shifts in daily processed material varieties.
Unplanned downtime triggers stem from separate component sets across the two equipment lines. Multi-functional cutting machines encounter unplanned pauses from misaligned adjustable fixtures or worn variable-thickness support pads. Laser cutter unplanned stops trace to dust buildup on optical surfaces or fluctuations in cooling system flow rates.
Maintenance resource allocation shows clear separation for workshop management:
Subsequent processing stations (edge polishing, assembly, surface coating) interact differently with output from each cutting equipment category. Parts cut via Cutting Machine carry slight minor dimensional variance within acceptable general assembly tolerances, requiring flexible adjustable jigs at downstream stations to accommodate subtle edge profile shifts.
Laser-cut semi-finished pieces hold uniform edge geometry and dimension readings across full batch runs, allowing fixed rigid assembly jigs at later processing stages without manual positional adjustment for each individual component. Downstream station setup remains unchanged through full continuous batches of matching product designs.
Facilities running mixed cutting output combine adjustable and fixed downstream fixtures to match incoming component variation. Lines with higher shares of custom variable orders allocate more adjustable jigs for multi-purpose cut parts, while consolidated uniform batches route toward fixed precision assembly stations fed by laser cutter output.
| Post-Cutting Stage Feature | Multi Purpose Cutting Machine Output Matching | High Precision Laser Cutter Output Matching |
|---|---|---|
| Assembly jig configuration | Adjustable flexible positioning frames required | Static fixed rigid positioning frames functional |
| Edge polishing setup | Manual fine tuning for variable edge thickness | Unchanged polishing parameters through full batches |
| Surface coating fixture fit | Loose tolerance holding clamps to avoid edge scraping | Tight tolerance clamps secure components without surface damage |
| Automated packaging compatibility | Semi-automated packaging stations with manual placement buffer | Fully automated packaging lines operate without manual correction steps |
Facility expansion planning accounts for the complementary traits of the two cutting equipment forms rather than treating them as mutually exclusive options. Medium and large scale production workshops build tiered cutting workflows to balance adaptability and precision control across all incoming order types.

Base workshop cutting capacity relies on Multi Purpose Cutting Machine units to absorb variable, low-tolerance custom orders that would demand multiple dedicated single-function stations otherwise. Laser cutter stations act as specialized supplementary capacity, activated when large consolidated batches with strict dimension requirements enter the production schedule.
Space and budget expansion planning follows order composition projections over annual cycles. Facilities projecting rising custom mixed-order volume allocate larger floor segments and budget share to multi-functional cutting equipment. Workshops forecasting growth in uniform high-tolerance product batches expand laser cutter station count and dedicated fixture storage zones.
Balanced equipment layout planning considers four core steady factors:
Workshop layout built around balanced equipment pairing reduces workflow bottlenecks that emerge when production demand shifts between variable custom orders and uniform precision batches. Each equipment category covers operational gaps left by the other’s core functional limitations, delivering stable overall order completion capacity across shifting market order patterns.
 JM-120LR")
Fully automatic cutting, simple operation, wide application range, high cutting quality, cold ...
 JM-150H")
Fully automatic cutting, simple operation, wide application range, high cutting quality, smooth c...
.png?imageView2/2/w/500/h/500/format/jp2/q/100 "Multifunctional computerized tape cutting machine (cold knife) JM-150L")
The automatic cutting machine is easy to operate, has a wide range of application, high cutting q...

Features The JM-60/70 miniature cutting machine is suitable for cutting curves, small arc...
25 Years specializing in the production of various cutting machines.
©2021 Taizhou JEMA Sewing Machine Co., Ltd. Custom Elastic Tape Cutting Machine Manufacturers
